
(2)曲軸徑向超差對曲軸進行測量,發現主軸徑向尺寸超差;將主軸瓦放于瓦賽中,將曲軸吊裝到位,用壓鉛絲的方法進行測量主軸瓦的間隙,間隙指標仍然超標。
曲軸測量尺寸如圖11-22所示。
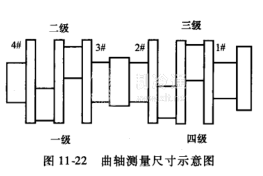
由圖可知,曲軸尺寸的主軸徑及曲軸徑都有偏差。偏差造成的原因是此壓縮機在試車時,潤滑油中有雜質,將曲軸磨損,制造廠家將曲軸進行研磨修復,在研磨中只是將磨損部分進行修復,造成曲軸尺寸超差。

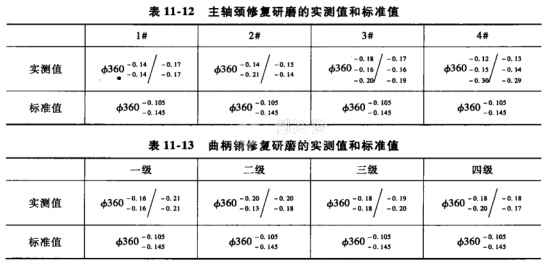
針對現在的尺寸,決定將曲軸進行修復研磨,使主軸徑和曲軸銷圓度的圓柱度達到標準,如表11-12和表11-13所示。
安裝用的瓦是回瓦,可以根據修研后的軸配瓦,按照間隙配合要求。對瓦進行修刮配研,將瓦隙與接觸面積達到標準要求。經過此種調節后,曲軸瓦超差的缺陷得到了解決。
(3)激光找正儀的應用為了更好地安裝機組,購買了EASY-LASER型激光找正儀,為瑞典進口產品。
激光找正儀的功能有很多,如聯軸器的對中找正、壓縮機曲軸箱的水平等。
在往復壓縮機的找正過程中,應用了激光找正儀測量曲軸箱的水平和4個瓦窩的同心度。找同心度用找正儀和用拉鋼絲法相比,設備簡單,不用架支架、上鋼絲:測量程序簡單,不必測量幾個方向的位移,且不需要考慮撓度的影響。
按照找正儀的操作程序進行操作,在一端打上激光、在另一端接收激光,然后分別在4個瓦窩上進行測量計算。在找正儀的顯示器上可以顯示瓦窩的中心線是否在一條線上,且偏離中心線的距離有多少。按照各個瓦窩偏差中心線的多少調整墊鐵,以保證瓦窩中心線在一條線上。將用找正儀找水平的數據和用水平儀的進行對比印證,可得到曲軸箱找水平的較準確數值。
在聯軸器對中調節時,也可使用激光找正儀。和用磁力表座百分表找正數值相比,激光找正儀顯示直觀,操作程序簡單,兩邊對輪可以相距較遠,不需要考慮磁力表座撓度的影響。在兩邊對輪上裝上找正儀靶子,按照找正儀的找正程序進行測量,在找正儀的顯示器上同樣可以得到找正的情況,如外圓與平面相差多少、需要在哪邊調整等。根據找正儀要求,并結合經驗,可以得到較好的找正數據。







