
密封圈的結(jié)構(gòu)形式多種多樣,

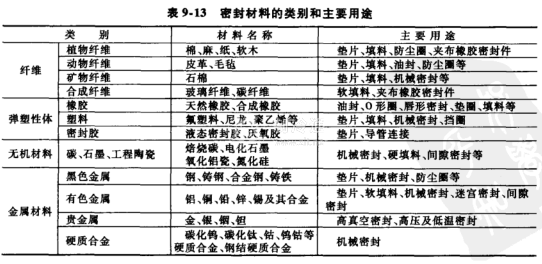
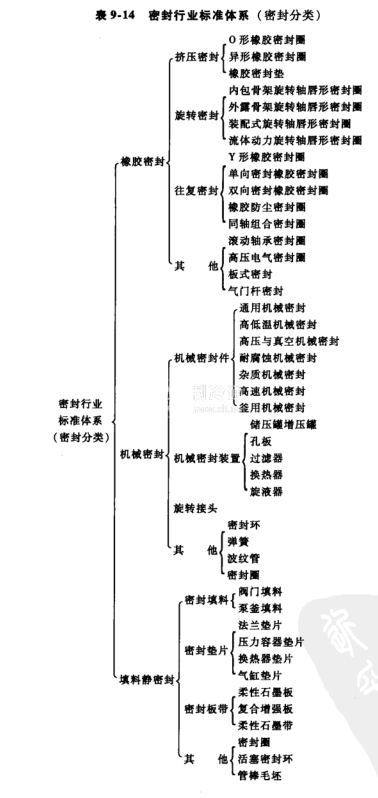
密封圈的密封材料的類別、主要用途及密封行業(yè)標(biāo)準(zhǔn)體系(密封分類)分別見表9-13和表9-14。
在低、中壓壓縮機中,普遍采用圖9-20的結(jié)構(gòu)形式。這種平面三斜切口密封圈適用于壓力在1MPa以下的填料密封。
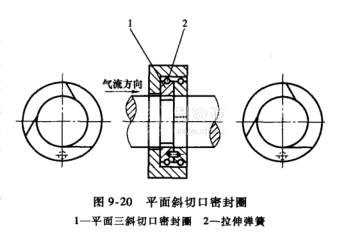
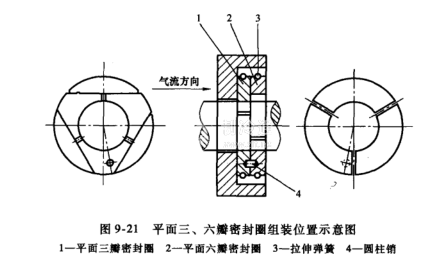
圖9-21為平面三、六瓣密封圈組裝位置示意圖。這種結(jié)構(gòu)適用于壓力在l0MPa以下的填料密封。
平面密封圈的制造工藝要點是:
1)鑄造毛坯。坯料一般制成簡狀,加工余量為4-5mm。鑄件不能有砂眼、氣孔和疏松等缺陷。
2)機械加工。加工要點如下:
①粗加工內(nèi)、外徑,并檢查表面質(zhì)量。
②細(xì)車內(nèi)、外徑,并適當(dāng)留有余量,為銑開后精車內(nèi)、外徑用。車?yán)鞆椈刹郏⑶衅矫婕庸び嗔繛?.5~1mm。
③按圖樣畫線(三瓣或六瓣),并打印標(biāo)記,以防銑開后弄錯。
④研磨切口,要求密合無縫隙、不漏光。
⑤應(yīng)用夾具精車內(nèi)、外徑。
⑥精磨、精研兩平面。
3.技術(shù)要求
①內(nèi)圓表面與兩平面不能有擦傷與劃痕;三瓣斜切口式內(nèi)圓面切口處保持銳角,不允許有掉角而造成軸向溝槽。
②兩平面與內(nèi)圓中心軸線的垂直度不低于7級精度。
③銑開面與兩平面的垂直度不低于7級精度,銑開面的表面粗糙度值Ra為0.2μm。
④兩平面應(yīng)彼此平行,平行度不低于7級精度,兩平面表面粗糙度值Ra為0.4μm。
⑤內(nèi)孔的圓度不低于7級精度,內(nèi)無表面粗糙度值Ra為0.4μm。
⑥其他表面的表面粗糙度值Ra為3.2μm。







