
滑動軸承軸瓦的修理如下。
1.厚壁軸瓦磨損與拉傷的修理曲軸主軸瓦和連桿大端瓦的磨損未超過最大允許極限時,可用墊片來調整間隙,或用刮研來修復接觸面。當用刮研方法修復時,軸頸與瓦的接觸面積要大于總面積的80%,接觸點要均勻分布。安裝時要量準軸與瓦的配合間隙,切勿用過分擰緊螺栓或松弛螺栓的辦法凋整間隙;同時要防止軸瓦錯位,以免影響油膜的形成或拉傷軸頸、多軸承的安裝,要先從中間位置的軸承開始。

2.軸承合金的澆注與焊補
(1)準備工作首先將軸瓦原有的合金除凈,特別對燕尾槽底部要細心清理;其后用10%~15%的鹽酸溶液清洗,而后置于70~100℃熱水中清洗;然后在75~
90℃的10%苛性鈉溶液內浸泡,以中和酸性;最后用0~100℃的熱水清洗干凈。
同時,立即將清洗干凈的軸瓦投人熔化的錫坩堝中掛錫。所掛錫底要均勻、薄,厚度約0.1~0.2mm,表面呈銀色。錫掛好后,就可澆注合金。
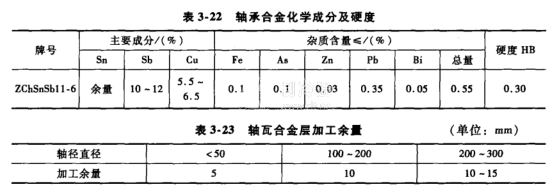
(2)澆注合金1)合金材料。壓縮機常用的軸承合金為ZSnSb11Cu6(ZChSnSb11-6),其化學成分與硬度應符合國標GB/T1174一1992《鑄造軸承合金》的規定,如表3-22所示。
2)合金熔化。將合金破碎或小塊放在坩堝中,上面覆蓋20~40mm厚的木屑,并放入少量氯化銨,加熱至380~480℃,合金熔化后即可澆注。
3)模具預熱。在澆注前,模具應預熱到200℃左右,軸瓦預熱到200一230℃。
軸瓦裝入模具后,即可澆注預先熔化好的軸承合金,澆注過程要快,但到澆注終了時要減慢澆注速度。澆注時,要清除雜質,以免注人軸瓦內。
4)加工余量。加工余量與軸頸大小有關,一般可參考表3-23中的數據。
(3)機械加工
①在對開面間,墊上與軸瓦允許最大蜜損量同等尺寸的墊片。
②按技術要求達到最高精度。
③若預定對軸瓦進行刮研時,應留有0.1~0.15mm的刮研余量。
(4)合金層的焊補
①若澆注后的合金層表面出現有小的氣孔,可用350~380℃的烙鐵進行補焊。
②合金層局部不夠加工時,也可用焊補方法修復。修補時首先要除油脫脂,其次將軸瓦原有合金層表面燒熔一層,再用合金條補焊。如果表面有不平現象,可以熨平,然后進行精加工。但要注意:合金層應無脫殼現象;軸瓦合金層的剩落面不得超過100m2,而且在每片軸瓦上不得多于兩處;焊補用合金料應與原有軸承合金的牌號相同。
3.修理技術要求
①軸瓦內圓表面應光潔,不得有外來夾雜物及孔眼;合金層與殼體應牢固粘合,不得有脫殼現象。
②軸瓦表面不對開平面應光滑平整,不允許有裂紋、劃痕、碰傷及壓傷。
③當留有刮研量時,軸瓦合金層的表面粗糙度值應不大于R0.4μm。
④在壓緊狀態下,軸瓦對口平面對外圓母線的平行度在100mm的長度內不大于0.02mm。
⑤連桿小頭村套內,外圓的圓柱度不低于7級精度;同軸度不大于0:02mm。







