
氣焊的點(diǎn)火順序?yàn)椋合确謩e打開(kāi)燃?xì)馄亢脱鯕馄块y門(mén)(無(wú)前后順序,但應(yīng)確保韓墻上的控制閥門(mén)處于關(guān)閉狀態(tài)),然后打開(kāi)焊槍上的燃?xì)饪刂崎y門(mén),用打火機(jī)迅速點(diǎn)火,最后打開(kāi)焊槍上端氧氣控制閥門(mén),調(diào)整火焰至中性焰。若氣焊槍口有輕微氧化物堵塞,可首先打開(kāi)焊槍上的氧氣控制閥門(mén),用氧氣吹凈槍口,然后將氧氣控制閥門(mén)調(diào)至很小或關(guān)閉后,再打開(kāi)燃?xì)饪刂崎y門(mén),點(diǎn)火,最后再打開(kāi)氧氣控制閥門(mén),調(diào)至中性焰。
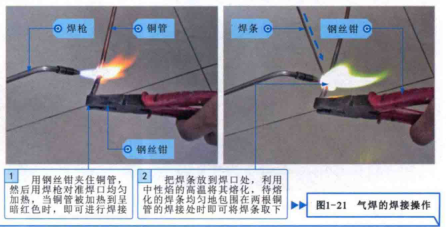

調(diào)整好焊槍的火焰后,焊接操作如圖1-21所示。在焊接操作時(shí),要確保對(duì)焊口處均勻加熱,絕對(duì)不允許使用焊槍的火焰對(duì)管路的某一部件長(zhǎng)時(shí)間加熱,否則會(huì)燒壞管路。通常,關(guān)火順序?yàn)椋合汝P(guān)閉焊槍上的氧氣控制閥門(mén),然后關(guān)閉焊槍上的燃?xì)饪刂崎y門(mén),若長(zhǎng)時(shí)間不再使用,還應(yīng)最后關(guān)閉氧氣瓶和燃?xì)馄可系拈y門(mén),關(guān)火順序不可相反,否則會(huì)引起回火現(xiàn)象,發(fā)出很大的啪啪聲。
在焊接操作時(shí),首先要確保對(duì)焊口出均勻加熱,絕對(duì)不允許使焊槍的火焰對(duì)準(zhǔn)銅管的某一部位進(jìn)行長(zhǎng)時(shí)間加熱,否則會(huì)燒壞銅管,另外,在焊接時(shí),若電冰箱壓縮機(jī)工藝管口的管壁上有銹蝕現(xiàn)象,需要使用砂布對(duì)焊接部位附近1~2cm的范圍進(jìn)行打磨,直至焊接部位呈現(xiàn)銅本色,這樣有助于管路連接器很好的焊接,提高焊接質(zhì)量。







