
螺紋連接用填料不當
螺紋連接時,應選用適當的填料,以增強其連接的緊密型及嚴密性。填料選用不當,可能會影響螺紋連接效果。
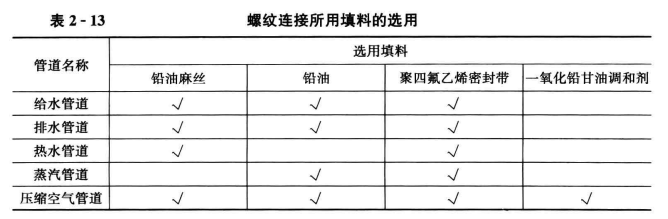
螺紋連接所用填料的選用見表2-13。
個別更換活接頭
更換活接頭時,若只個別更換,容易因產品不統一,公口與母口配合不嚴密,而造成滲漏。
更換活接頭時,通常應全套更換。
翻邊時,不同材質的管子操作方法相同
翻邊時,管子的材質不同,其操作方法也不同,不能為了圖方便,而一律采用相同的操作方法。
聚氯乙烯塑料管翻邊是將翻邊部分加熱至130~140℃,加熱5~10min后將管子用胎具擴大成喇叭口,再翻邊壓平,冷卻后即可成形。
銅管翻邊是將經過退火的管端畫出翻邊的長度,套上法蘭,用小錘均勻敲打,即可制成。
鉛管很軟,翻邊更容易,操作時應使用木錘(硬木)敲打,方法與銅管相同。
焊縫加強面的尺寸不準確
焊縫加強面尺寸應符合相應的要求,由于焊接過程中的技術等原因導致焊縫加強面的尺寸不準,將會影響焊接質量。
焊縫加強面的高度和寬度應符合表2-14的要求。

鑄鐵管承插口連接前未進行檢查
鑄鐵管承插口連接之前進行檢查,可以及早發現其質量問題,以免影響到承插口的連接。
在鑄鐵管承插口連接之前,應先對管件進行仔細檢查。將管子支起,用手錘輕輕敲擊,若發出清脆的聲音,表明管子完好;若發出破裂聲,則說明管子已有裂紋。此外,還要用噴燈將承口和插口處的瀝青除掉,再用鋼絲刷除去塵埃。







