摔制鋼管大小頭時管壁上敲出凹坑且過渡較差
摔制鋼管大小頭是將鋼管一端用手錘敲打成異徑管件的一種手工操作方法。它常用于小管徑或兩端管徑相差不大的大小頭制作。如果摔制操作不當,可能使管壁上敲出凹坑或過渡較差,影響正常使用和觀感。
1、鋼管可用烘爐或氧一乙炔火焰加熱,溫度控制在800~950℃(管壁呈暗紅色)為宜。摔制正心大小頭時,邊錘擊管端邊轉動鋼管,使小頭的管面圓滑過渡。錘底應平起平落,以免在管壁上敲出凹坑,一遍摔不成可再加熱,直至摔好為止。

2、摔制偏心大小頭時,管端下壁不應加熱,如用熱烘爐加熱,可用水使管端下壁稍冷卻再摔。為保證過渡圓滑,摔制時要來回擺動。
3、摔制時,變徑過渡部分的長度應按管徑大小而定。為了減少局部阻力,保證介質的穩定流動,變徑過渡部分的長度不應小于大頭外徑。
不了解管彎起彎點的確定方法
管彎的彎曲點是指管子彎曲部分的特殊點。它可分為起彎點(開始夸曲的點)、中彎點(管育青曲長度內的中間點)和終彎點(彎曲終止的點)三種。
在計算出管夸彎曲部位的長度后,應正確地確定管夸的起夸點、中彎點和終彎點,其中確定起彎點是彎管中一項十分重要的工作。
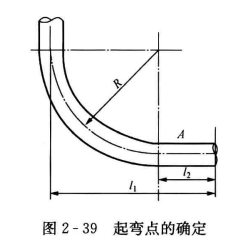
可以根據在配管時測得的所需直管段長度I1,直接確定起彎點,也可以根據測得的所需直管段到彎曲部分外圍的尺寸l2來計算確定起彎點。如圖2-39所示,為90°管彎的起彎點確定方法。對于其他各種形狀的管彎,可用同樣的方法確定。